




Pneumatic Conveying for PET Flakes & Chips in Chemical Plastic Recycling Plant
Customer Requirement:
Turnkey execution including design & engineering, manufacturing & supply of pneumatic conveying systems for handling PET Flakes and Chips
| Type for conveying | Dilute phase pressure type pneumatic conveying system for PET Flakes Dense phase vacuum type pneumatic conveying system for PET Chips |
| Conveying System Solid Throughput/Capacity: | For PET Flakes - 20 TPH For PET Chips - 6 TPH |
| Conveying Distance (m): | Upto 120 meters |
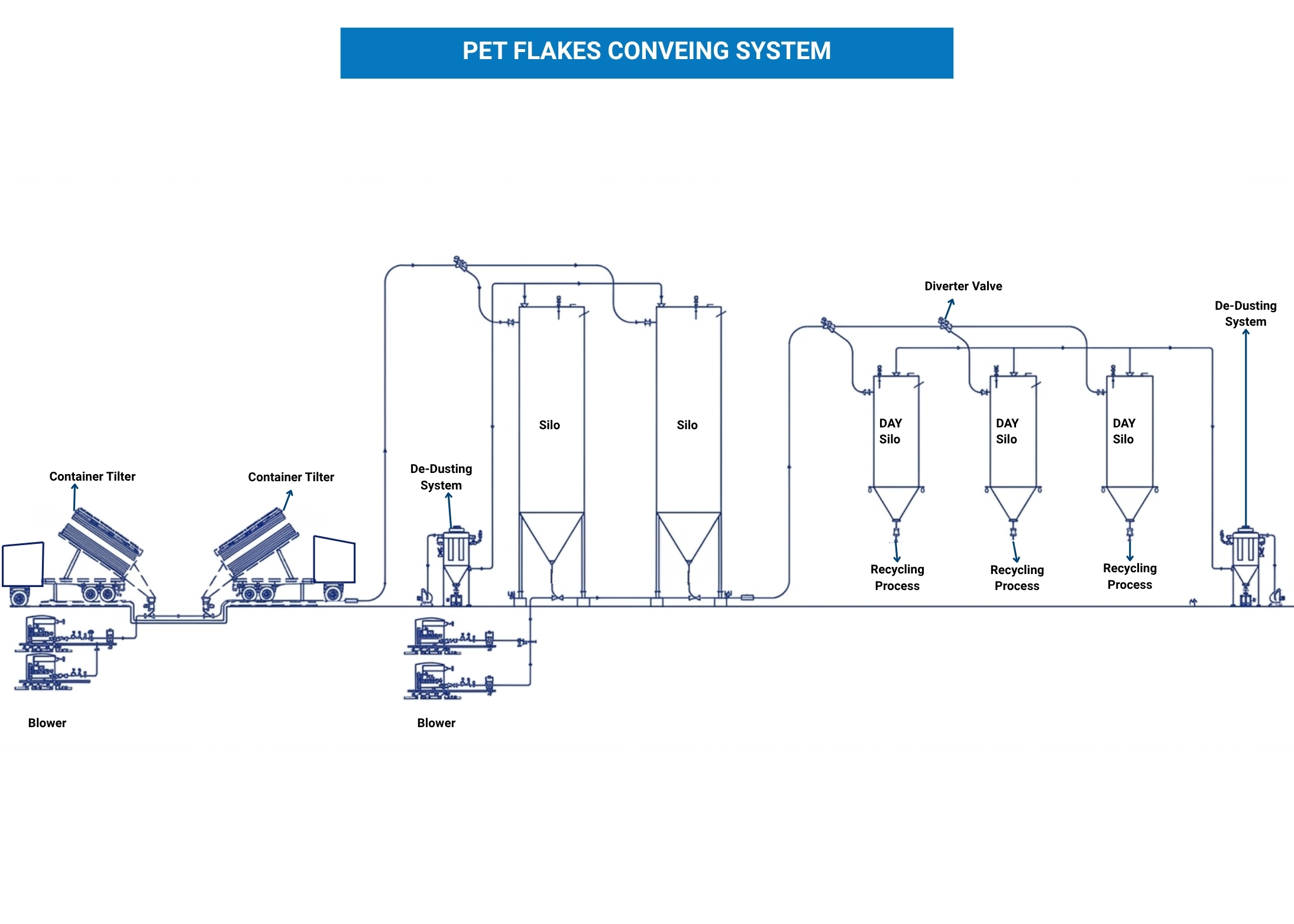
Solutions we offered 1: PET Flakes Conveying
- High-Capacity Container Unloading System: A robust container unloading arrangement was provided to handle bulk PET flakes directly from bulk containers, enabling rapid material intake and eliminating traditional process of manual handling of jumbo bags.
- First-of-a-kind 20 TPH Conveying from Bulk Container to Storage Silos: Indpro engineered a dilute phase pressure pneumatic conveying system capable of transferring PET flakes from the container unloading system to the existing main storage silos at capacities up to 20 TPH, complete with standby blower for enhanced reliability.
This represents a first-of-a-kind solution, achieving such high unloading capacity directly from bulk containers - significantly reducing unloading time and improving logistics efficiency. - Flow Diversion to Multiple Storage Silos: Pneumatically actuated diverter valves enable intelligent routing of material to either of the two existing storage silos, providing operational flexibility and continuous plant operation.
- Storage Silos of 500 m3: Multiple storage silos provide bulk storage of flakes with sufficient inventory volume to take care of multiple days of production. Each silo is equipped with multiple sensors and safety mechanisms, along with load cells for accurate inventory management and control.
- De-dusting System for Main Storage Silos: • Pulse-jet de-dusting systems were provided for storage silos to capture airborne fines during filling operations, ensuring dust-free charging, improved housekeeping, and protection of downstream equipment.
- 12 TPH Conveying from Storage Silos to Day Silos: • Another dilute phase conveying system, rated at 12 TPH, transfers PET flakes from the main silos to downstream day silos. This system also includes a standby blower, ensuring uninterrupted supply to production.
- Diverter Valves for Day Silo Distribution: Diverter valves enable material distribution to three existing day silos, supporting flexible production scheduling and balanced inventory management.
- Day Silos: Day storage silos provide sufficient storage of flakes to cater to the production process with uninterrupted supply of material by creating an adequate buffer volume between the main silos and the process plant. Each silo is equipped with multiple sensors and safety mechanisms for fully automated material retrieval from main silos.
- De-dusting System for Day Silos: Each day silo is supported by a de-dusting system to manage filling dust, improve plant hygiene, and maintain a safe working environment.
- PLC-Based Automation & Centralized Control: A PLC-based automation system with MCC integration was supplied to control blowers, rotary valves, diverter valves, de-dusting equipment and more. The automated sequencing ensures safe start-up and shutdown, interlocking of critical equipment, alarm management, and centralized monitoring through HMI—significantly reducing manual intervention while improving operational reliability.
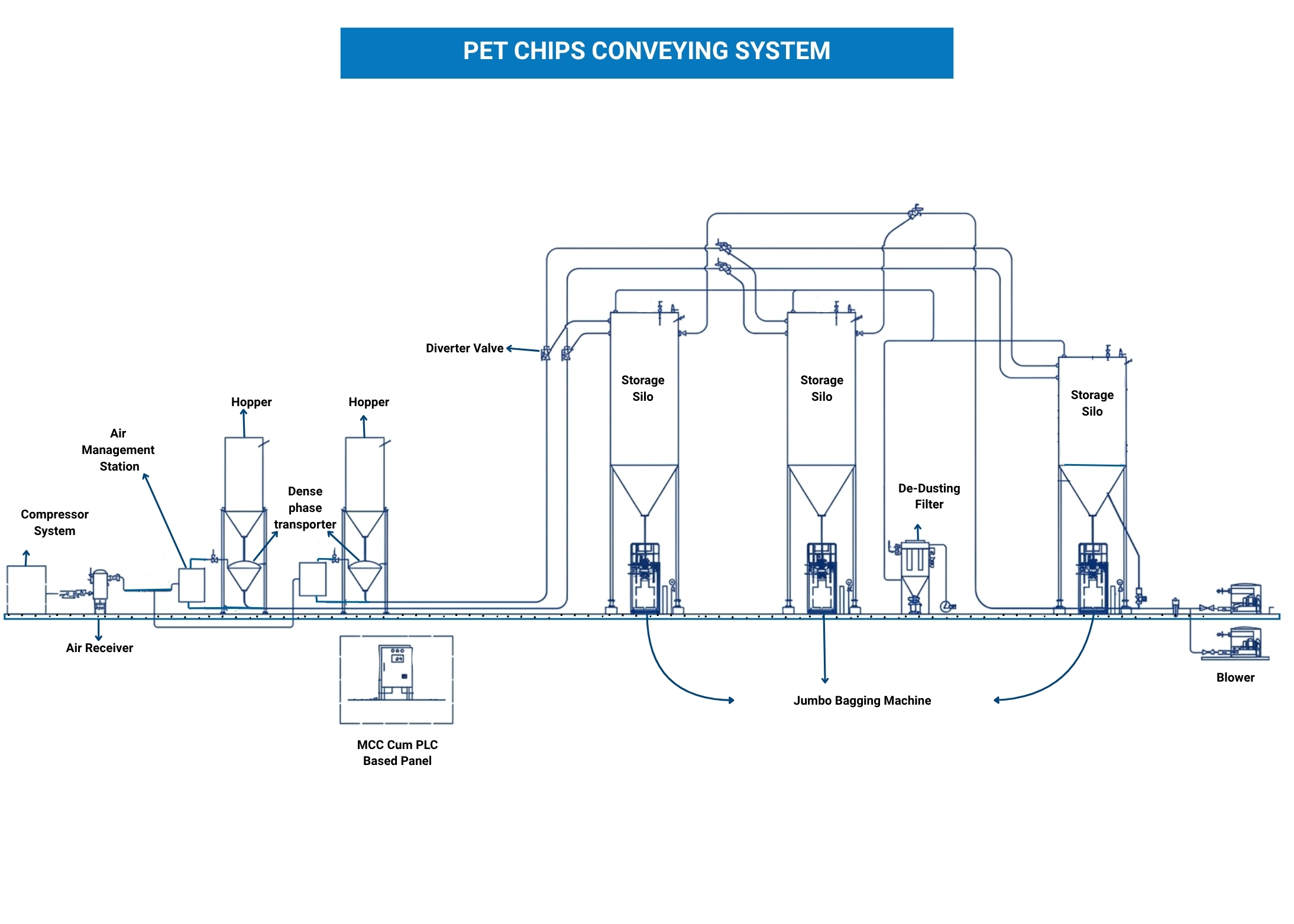
Solutions we offered 2: PET Chips Conveying
- Dense Phase Conveying Systems (6 TPH Each): Dense phase pressure conveying systems were installed to transfer PET chips from the feed hopper to storage silos. The low-velocity dense phase operation minimizes attrition and fines while ensuring energy-efficient, reliable, and flexible material transfer.
- Air Management Station:A dedicated air management station regulates compressed air for dense phase transfer and system sequencing. It includes filtration, pressure control, safety valves, and instrumentation to ensure stable and safe dense phase operation.
- Dense Phase Transporter: Each dense phase transporter is equipped with multiple transmitters, sensors and valves for safe and monitored operation. It functions in an automated batch cycle—filling, pressurization, conveying, depressurization, and refilling—fully controlled through PLC-based automation.
- Multiple Dual Tunnel Diverter Valves: Dual tunnel diverter valves enable selective routing of material to different storage silos during conveying. The design ensures leak-proof diversion, minimal pressure drop, and reliable switching, allowing flexible silo selection without interrupting system operation.
- Storage Silos: Multiple storage silos provide bulk storage of chips to cater to the packaging needs with uninterrupted supply of material by creating an adequate buffer volume between the process plant and the packaging machines. Each silo is equipped with multiple sensors and safety mechanisms.
- De-dusting System for Storage Silos: Storage silos are provided with dedicated de-dusting systems featuring filter housing, differential pressure monitoring, and fan-assisted extraction. This ensures effective dust control during filling, environmental compliance, and clean, safe plant operation.
- Off Spec Silo & Recirculation: An additional pneumatic conveying system recirculates off spec material back into packing silos powered by a set of blowers. This redundancy ensures uninterrupted conveying operation during maintenance or unexpected breakdowns while maintaining compliance with industrial noise standards.
- Automation & Control: The conveying system is integrated with an MCC cum PLC-based control featuring automated batch sequencing, pressure interlocks, level logic, alarm diagnostics, and a 9” HMI for real-time monitoring. This ensures safe, consistent, and optimized conveying with high process reliability.
- Big Bag Packing: Automatic jumbo bag packing system of Payper incorporates empty pallet stacking and dispensing, multiple options for bag height control, automated product settling and compaction mechanisms, and integration with warehouse ASRS automation.
Process Flow Diagrams
Experience the Indpro advantage!
Indpro successfully engineered and delivered advanced pneumatic conveying solutions for PET flakes and PET chips handling within a chemical plastic recycling application. The high-capacity dilute phase system enables automated and dust-free transfer of PET flakes from container unloading through storage and day silos at rates up to 20 TPH, ensuring efficient material intake and seamless downstream integration. Complementing this, the dense phase vacuum conveying system for PET chips, designed for capacities up to 6 TPH, provides controlled, low-velocity batch transfer to storage silos with intelligent air management and flexible routing.
Both systems are integrated with standby redundancy, centralized de-dusting, and PLC-based automation to ensure continuous operation, minimized material degradation, and high plant reliability.
Through these implementations, Indpro demonstrated its capability to deliver technically robust, energy-efficient, and process-optimized pneumatic conveying systems tailored for chemical plastic recycling operations - enhancing material integrity, operational stability, environmental compliance, and long-term production efficiency.
It will be our pleasure to help you.
Tell us more about your application needs.
Our Other Brands


