


Tube Chain Conveyor for Animal Feed Powder Blend
Customer Requirement:
Turnkey execution including design & engineering, manufacturing & supply of Tube Chain Conveyor integrated with Bag Dump Station.
| Conveying Technology | Tube Chain Conveyor |
| Conveying System Solid Throughput/Capacity | 5 TPH |
| Conveying Distance (m): | 25 meters |
Solutions we offered:
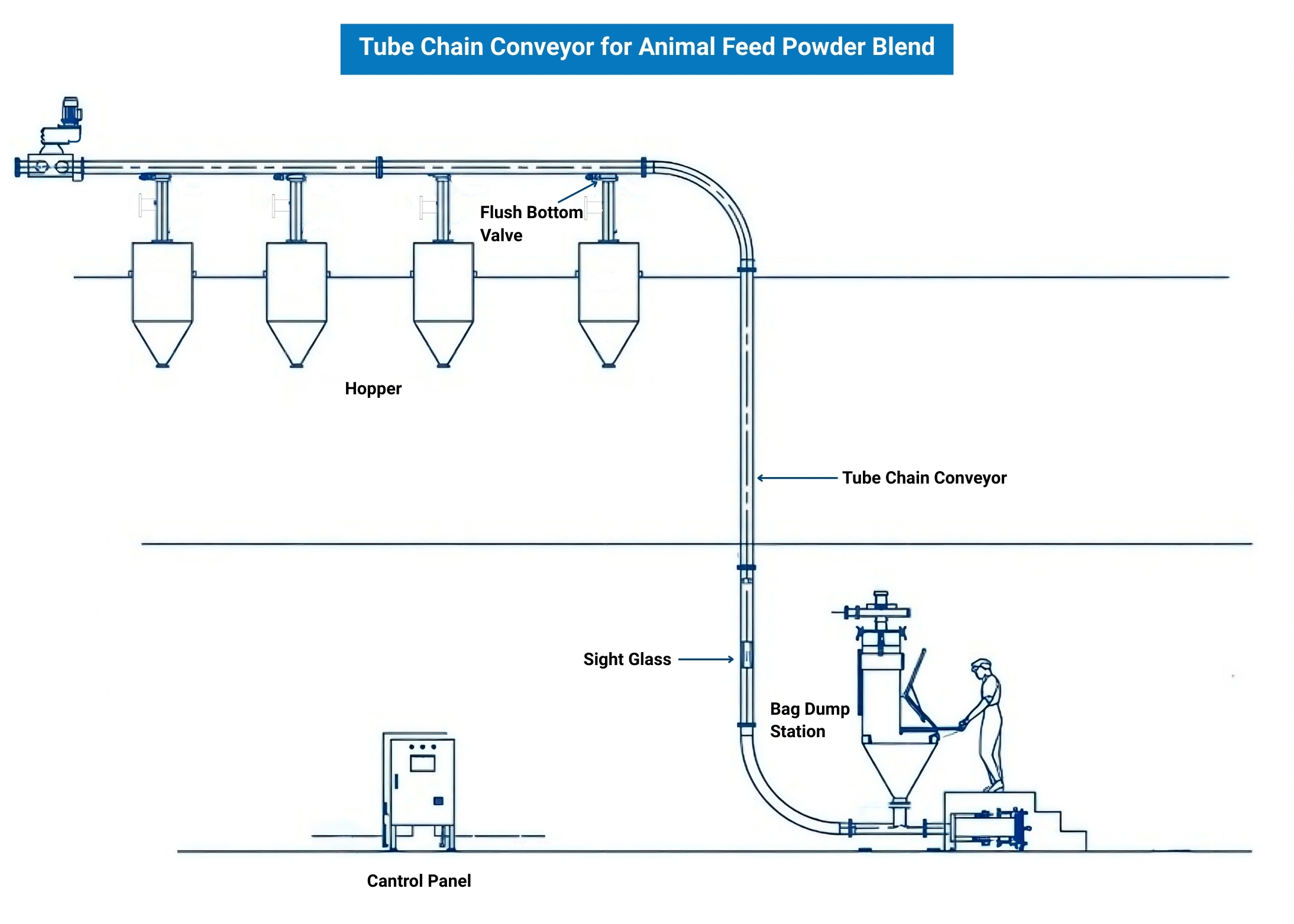
- Bag Dump Station with Integrated De-dusting: Blended material packed in small 15-25 kg bags is manually discharged into the Bag Dump Station. The station is equipped with a dedicated de-dusting system to extract airborne fines generated during bag emptying. The dust collector maintains negative pressure inside the enclosure, preventing dust from escaping into the operating area. Collected fines are returned to the material stream, ensuring zero product loss while maintaining clean plant conditions.
- Tube Chain Conveyor with capacity of 5 TPH: Blended material is transported through a fully enclosed tubular pipeline using specially designed discs mounted on a continuous chain. The tube chain conveyor’s Driving Station is equipped with Mechanical Cleaning Device to ensure minimal material residue is left behind on the chain disk arrangement. The conveying tubes are manufactured with tight dimensional tolerances and a smooth internal finish, minimizing frictional losses, reducing disc wear, and lowering overall power consumption while ensuring consistent conveying performance. The system provides:
- Multiple Discharge Configuration: The conveyor is configured with four discharge outlets, allowing material to be distributed to multiple downstream processes from a single feed point. This multi-drop arrangement provides operational flexibility and simplifies upstream material handling. Flush bottom valve ensures no material residue in any outlet.
- Hygienic Construction & Operational Features: All product-contact components are fabricated in SS316L, ensuring corrosion resistance and compliance with food processing requirements. Additional operational features include a Sight Glass that enables visual monitoring of material flow during operation.
- PLC-Based Control System: A PLC-based automation system was implemented to control the tube chain conveyor, bag dump station de-dusting unit, and associated auxiliaries. The control system provides -:
• Low conveying velocity
• Minimal particle attrition
• Prevention of blend segregation
• Uniform material movement
• Zero external dust emission
The tube chain design enables compact routing with horizontal and vertical conveying, making it suitable for restricted plant layouts.
✓ Automated start-up and shutdown sequencing
✓ Equipment interlocking for safe operation
✓ Alarm monitoring and fault diagnostics
✓ Centralized control through operator interface
This reduces manual intervention, enhances operational safety, improves system reliability, and ensures consistent conveying performance.
Process Flow Diagrams
Experience the Indpro advantage!
Indpro engineered and commissioned a Tube Chain Conveyor integrated with a Bag Dump Station for an Animal Feed processing application, delivering reliable conveying at 5 TPH with enclosed, low-velocity material transfer and multi-point discharge. Stainless Steel product-contact construction, integrated dust extraction, and maintenance-friendly features such as sight glass and flush bottom isolation ensure hygienic operation, minimal product degradation, and safe handling. This project demonstrates Indpro’s capability to deliver compact, multi-drop, food-grade conveying systems tailored to specific process requirements with high operational reliability.
It will be our pleasure to help you.
Tell us more about your application needs.
Our Other Brands


