




Closed Loop Nitrogen Conveying
for Mancozeb Powder
Customer Requirement:
Turnkey execution including design & engineering, manufacturing & supply of closed loop nitrogen conveying systems for handling mancozeb powder (highly explosive).
| Type of conveying: | Closed loop dilute phase conveying system with inert nitrogen media |
| Conveying System Solid Throughput/Capacity: | 4 TPH |
| Conveying Distance (m): | Upto 60 meters |
Solutions we offered:
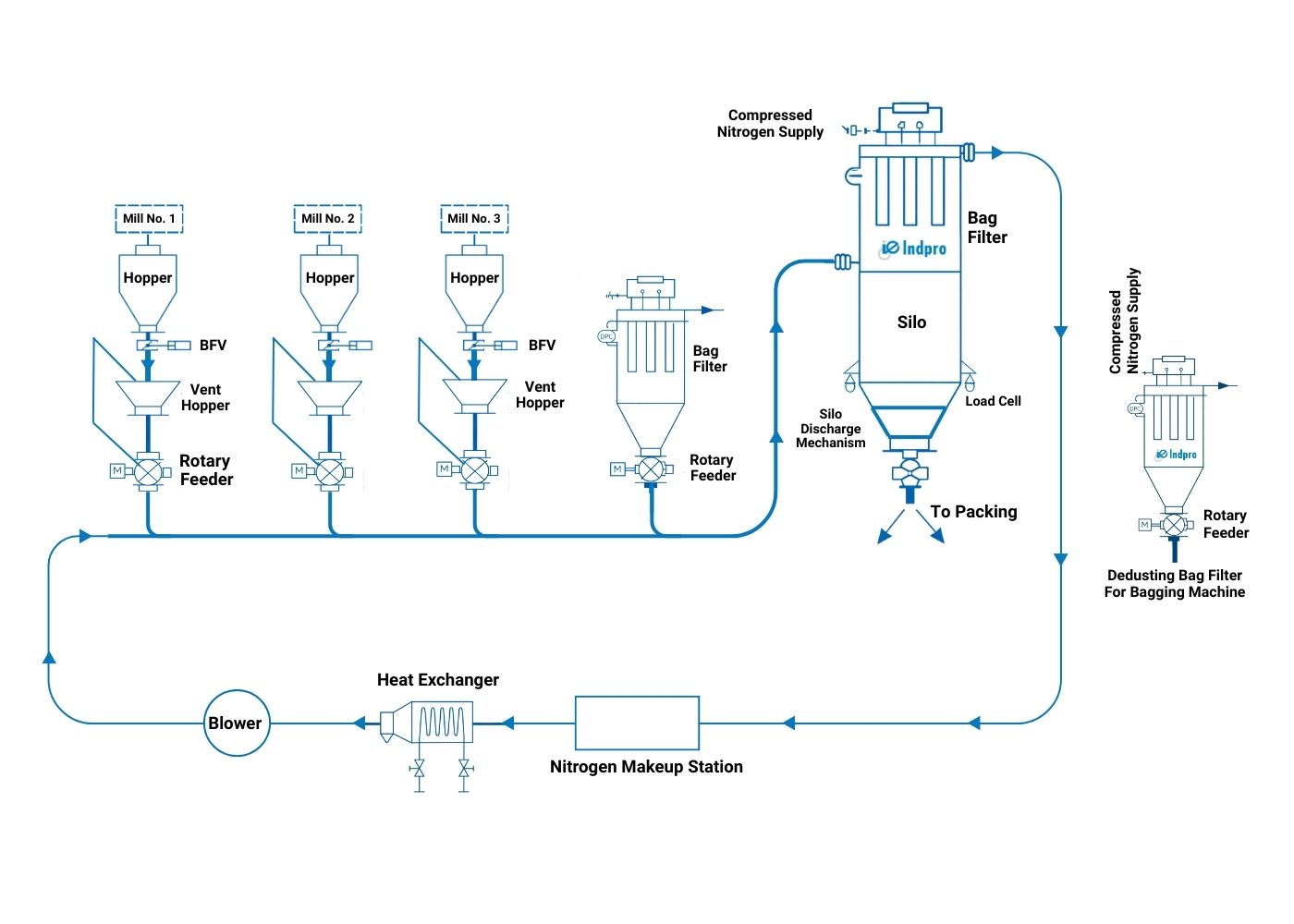
- Mill Outlet Collection: Powder discharged from the mill is collected in a Hopper designed to buffer material and ensure consistent downstream conveying.
- Controlled Feeding via Rotary Airlock Valve: A precision Rotary Valve at the feed hopper bottom to ensure controlled material dosing into the conveying line with airlock seal between hopper and conveying pipeline.
- Closed Loop Nitrogen Conveying Line: Material is transported pneumatically over 60 meters through a sealed conveying line operating on nitrogen gas instead of conventional air. The nitrogen loop provides an inert atmosphere with no oxygen entry for safe handling of highly explosive powder.
- Bagging Silo: The bagging silo is mounted on weight measurement load cells which enables real-time inventory monitoring and accurate stock control.
- Bin Vent Filter: High efficiency filtration system at the terminal end of pneumatic conveying ensure powder is filtered and clean nitrogen is sent back through the closed loop continuously for conveying cycle.
- Silo Discharge System: To prevent ratholing, bridging and packing of powder, the silo includes a suitable discharge mechanism to guarantee smooth discharge to bagging lines.
- Common De-dusting for Bagging System: Various potential dusting points are connected and integrated into a dedicated de-dusting system to ensure avoid dusting and creating a hazardous atmosphere and enabling improved housekeeping and EHS compliance.
- Nitrogen Recovery & Recirculation: Nitrogen return loop is filtered and recirculated back to the blower loop, minimizing fresh nitrogen consumption and drastically reducing operating cost.
| Regular air conveying has a high risk because mancozeb powder: | Nitrogen inerting provided: |
|---|---|
| Is chemically sensitive | Explosion-safe handling |
| Degrades in presence of moisture | Oxidation-free transfer |
| Has a low particle size and low bulk density | No moisture exposure |
| Has a very low minimum ignition energy (MIE) | Stabilized product chemistry |
| Generates high dust volumes | High conveying reliability |
| Risks heat build-up and exothermic decomposition | Less risk of heat build-upW |
Process Flow Diagrams
Experience the Indpro advantage!
Indpro’s closed-loop nitrogen conveying and storage systems are engineered to deliver safe, efficient, and contamination-free bulk material handling solutions for agrochemical powders. These systems are specifically designed to address the challenges associated with handling sensitive, dusty, and explosion-prone materials like Mancozeb, while ensuring product integrity and operational safety. With fully sealed conveying lines, nitrogen inerting, and dust-free operation, the solution supports stringent quality, safety, and environmental requirements. Overall, Indpro’s technology enhances process reliability, maintains material purity, improves plant hygiene, and increases production efficiency for agrochemical manufacturing applications.
It will be our pleasure to help you.
Tell us more about your application needs.
Our Other Brands


